
Laitehallintaosasto, Sinopec Yizheng Chemical Fiber Co., Ltd. 211900
Abstrakti: Tässä artikkelissa analysoidaan suurten turbon laajennusyksiköiden epänormaaleja syitä, esitetään joukko toimenpiteitä ongelmien ratkaisemiseksi sekä käsitetään riskipisteet ja käytön ehkäisevät toimenpiteet.Lakanpoistoteknologian avulla mahdolliset piilevät vaarat eliminoidaan ja yksikön luontainen turvallisuus varmistetaan.
1. yleiskatsaus
Yizheng Chemical Fiber Co., Ltd.:n 60 t/a PTA-tehtaan ilmakompressoriyksikkö on varustettu Saksan MAN Turbon laitteilla.Yksikkö on kolme-yhdessä-yksikkö, jossa ilmakompressoriyksikkö on moniakselinen viisivaiheinen turbiiniyksikkö, lauhdutushöyryturbiinia käytetään ilmakompressoriyksikön pääkäyttökoneena ja turbopaisutin on käytetään ilmakompressoriyksikkönä.Apukäyttöinen kone.Turbo-laajennuksessa on kaksivaiheinen korkea ja matala laajennus, jokaisessa on imu- ja pakoaukko, ja siipipyörässä on kolmisuuntainen siipipyörä (katso kuva 1).
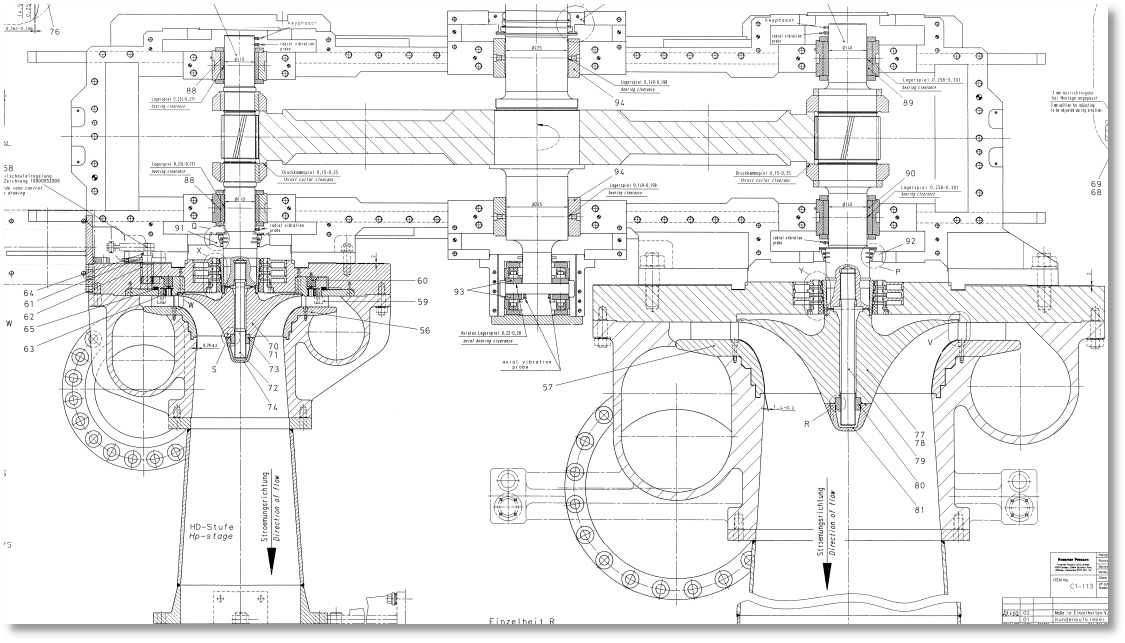
Kuva 1 Leikkauskuva paisuntayksiköstä (vasen: korkeapainepuoli; oikea: matalapainepuoli)
Turbolaajentimen tärkeimmät suorituskykyparametrit ovat seuraavat:
Korkean paineen puolen nopeus on 16583 r/min ja matalapaineisen puolen nopeus on 9045 r/min;laajentimen nimellinen kokonaisteho on 7990 kW ja virtausnopeus 12700-150450-kg/h;tulopaine on 1,3 Mpa ja pakokaasupaine on 0,003 Mpa.Korkeapainepuolen imulämpötila on 175 °C ja pakokaasun lämpötila 80 °C;matalapainepuolen imulämpötila on 175 °C ja pakokaasun lämpötila 45 °C;sarjaa kallistustyynyjä käytetään korkea- ja matalapaineisen sivuvaihteiston akselien molemmissa päissä. Laakerit, joissa kussakin 5 tyynyä, öljyn tuloputki voi päästä öljyyn kahdella tavalla, ja jokaisessa laakerissa on yksi öljyn sisääntuloaukko, läpi 3 ryhmää 15 öljyn ruiskutussuutinta, öljyn tulosuuttimen halkaisija on 1,8 mm, laakerissa on 9 öljynpalautusreikää ja normaaleissa olosuhteissa käytetään 5 porttia ja 4 lohkoa.Tämä kolme yhdessä -yksikkö ottaa käyttöön keskitetyn öljynsyötön pakkovoitelumenetelmän voiteluöljyasemalta.
2. Ongelmia miehistön kanssa
Vuonna 2018 VOC-päästövaatimusten täyttämiseksi laitteeseen lisättiin uusi VOC-yksikkö käsittelemään hapetusreaktorin loppukaasua, ja käsitelty jäännöskaasu ruiskutettiin edelleen laajentimeen.Koska alkuperäisen loppukaasun bromidisuola hapettuu korkeassa lämpötilassa, siinä on bromidi-ioneja.Bromidi-ionien kondensoitumisen ja irtoamisen estämiseksi, kun loppukaasu laajenee ja toimii laajentimessa, se aiheuttaa pistekorroosiota laajentimeen ja sitä seuraaviin laitteisiin.Siksi laajennusyksikköä on lisättävä.Korkeapainepuolen ja matalapainepuolen imu- ja pakokaasulämpötila (katso taulukko 1).
Taulukko 1 Luettelo käyttölämpötiloista paisuttimen sisään- ja ulostulossa ennen VOC-muunnosta ja sen jälkeen
| EI. | Parametrien muutos | Entisen muunnos | Muutoksen jälkeen |
| 1 | Korkeapaineinen imupuolen lämpötila | 175 °C | 190 °C |
| 2 | Korkeapainepuolen pakokaasun lämpötila | 80 ℃ | 85 °C |
| 3 | Matalapainepuolen imuilman lämpötila | 175 °C | 195 °C |
| 4 | Matalapainepuolen pakokaasun lämpötila | 45 °C | 65 °C |
Ennen VOC-muutosta ei-siipipyörän puoleisen laakerin lämpötila matalapainepäässä on ollut vakaa noin 80°C (laakerin hälytyslämpötila on tässä 110°C ja korkea lämpötila 120°C).Sen jälkeen kun VOC-muunnos aloitettiin 6.1.2019, ei-siipipyörän puoleisen laakerin lämpötila ekspanderin matalapainepäässä nousi hitaasti ja korkein lämpötila oli lähellä korkeinta raportoitua lämpötilaa 120°C, mutta tärinäparametrit eivät muuttuneet merkittävästi tänä aikana (katso kuva 2).

Kuva 2 Kaavio laajentimen virtausnopeudesta ja ei-vetopuolen akselin tärinästä ja lämpötilasta
1 – virtauslinja 2 – ei-vetävä päätelinja 3 – ei-vetoakselin tärinälinja
3. Syyanalyysi ja hoitomenetelmä
Kun on tarkistettu ja analysoitu höyryturbiinien laakereiden lämpötilan vaihtelutrendi ja eliminoitu paikan päällä olevat instrumenttien näytön ongelmat, prosessivaihtelut, höyryturbiinin harjan kulumisen staattinen siirtyminen, laitteiden nopeuden vaihtelut ja osien laatu, pääasialliset syyt laakerien lämpötilan vaihteluihin ovat:
3.1 Syitä ei-siipipyörän puolen laakerin lämpötilan nousuun laajentimen matalapainepäässä
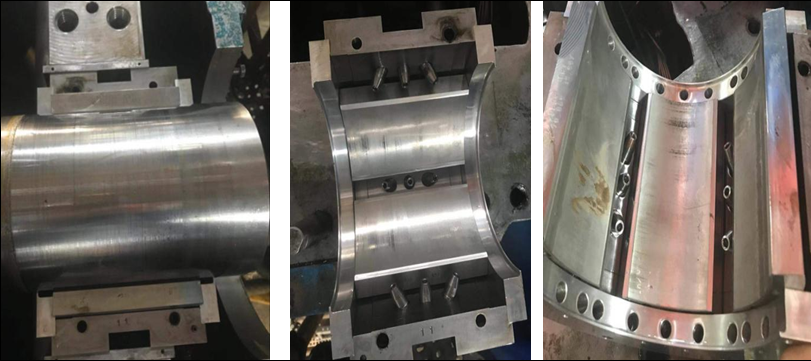
3.1.1 Purkamistarkastuksessa todettiin, että laakerin ja akselin välinen etäisyys ja hammaspyörän hampaiden välys olivat normaalit.Lukuun ottamatta epäiltyä lakkaa ei-siipipyörän puoleisessa laakeripinnassa laajentimen matalapainepäässä (katso kuva 3), muissa laakereissa ei havaittu poikkeavuuksia.

Kuva 3 Fyysinen kuva ei-vetopään laakerista ja laajentimen kinemaattisesta parista
3.1.2 Koska voiteluöljyä on vaihdettu alle vuoden ajan, öljyn laatu on läpäissyt kokeen ennen ajoa.Epäilysten poistamiseksi yritys lähetti voiteluöljyn ammattiyritykselle testattavaksi ja analysoitavaksi.Ammattilainen yritys vahvistaa, että kiinnitys laakeripinnalle on varhainen lakka, MPC (lakka taipumusindeksi) (katso kuva 4)
Kuva 4 Öljynvalvontatekniikan analyysiraportti, jonka on antanut öljynvalvonnan ammattiteknologia
3.1.3 Paisuttimessa käytetty voiteluöljy on Shell Turbo No. 46 turbiiniöljy (mineraaliöljy).Kun mineraaliöljy on korkeassa lämpötilassa, voiteluöljy hapettuu ja hapetustuotteet kerääntyvät laakeriholkin pinnalle muodostaen lakkaa.Mineraalivoiteluöljy koostuu pääasiassa hiilivetyaineista, jotka ovat suhteellisen stabiileja huoneenlämpötilassa ja alhaisessa lämpötilassa.Kuitenkin, jos jotkut (jopa hyvin pieni määrä) hiilivetymolekyylejä käyvät läpi hapetusreaktioita korkeissa lämpötiloissa, myös muut hiilivetymolekyylit käyvät läpi ketjureaktioita, mikä on hiilivetyketjureaktioiden ominaisuus.
3.1.4 Laiteteknikot suorittivat tutkimuksia laiterungon tuesta, tulo- ja poistoputkien kylmäjännityksestä, öljyjärjestelmän vuotojen havaitsemisesta ja lämpötila-anturin eheydestä.Ja vaihdettiin laakerit laajentimen matalapainepuolen ei-vetopäähän, mutta kuukauden ajon jälkeen lämpötila saavutti silti 110 ℃, ja sitten tärinässä ja lämpötilassa oli suuria vaihteluita.Useita säätöjä tehtiin päästäkseen lähelle jälkiasennusta edeltäviä olosuhteita, mutta lähes ilman vaikutusta (katso kuva 5).

Kuva 5 Trendikaavio asiaan liittyvistä indikaattoreista 13. helmikuuta - 29. maaliskuuta
MAN Turbo -valmistaja, laajentimen nykyisissä käyttöolosuhteissa, jos imuilman tilavuus on vakaa 120 t/h, lähtöteho on 8000kw, mikä on suhteellisen lähellä alkuperäistä suunniteltua lähtötehoa 7990kw normaaleissa työoloissa;Kun ilmamäärä on 1 30 t/h, lähtöteho on 8680kw;jos imuilman tilavuus on 1 46 t/h, lähtöteho on 9660kw.Koska matalapainepuolen tekemä työ muodostaa kaksi kolmasosaa laajentimesta, laajentimen matalapainepuoli voi olla ylikuormitettu.Kun lämpötila ylittää 110 °C, tärinäarvo muuttuu rajusti, mikä osoittaa, että akselin ja laakeriholkin pinnalle juuri muodostunut lakka naarmuuntuu tänä aikana (katso kuva 6).
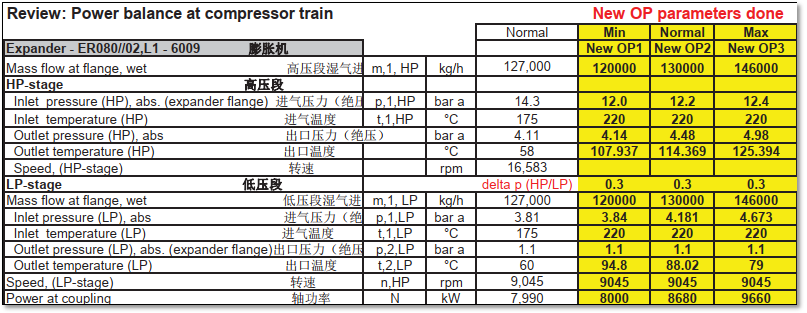
Kuva 6 Laajennusyksikön tehotasetaulukko
3.2Olemassa olevien ongelmien mekanismianalyysi
3.2.1 Kuten kuvasta 7 näkyy, voidaan nähdä, että laattalohkon tukipisteen kevyen värähtelysuunnan ja koordinaatistossa olevan vaakakoordinaattiviivan välinen kulma on β , laattalohkon kääntökulma on φ ja kallistusalustan laakerijärjestelmä, joka koostuu 5 laatasta, kun laatta Kun tyyny altistetaan öljykalvopaineelle, koska tyynyn tukipiste ei ole absoluuttinen jäykkä kappale, tyynyn tukipisteen sijainti puristusmuodonmuutoksen jälkeen tuottavat pienen siirtymän geometrisen esijännityksen suunnassa tukipisteen jäykkyyden vuoksi ja muuttavat siten laakerin välystä ja öljykalvon paksuutta [1] .
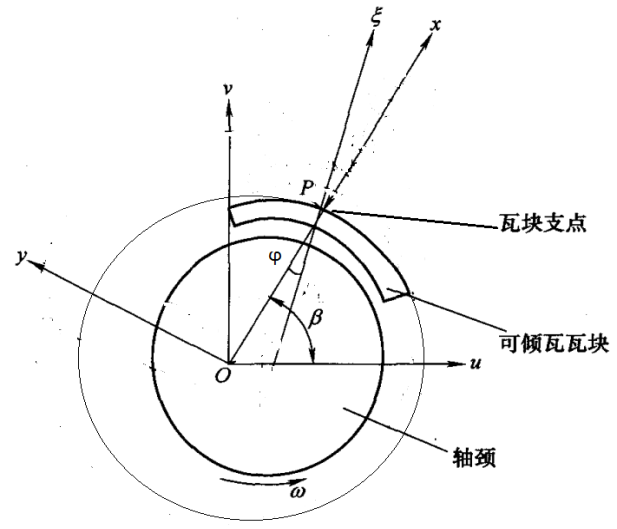
Kuva 7 Kallistustyynyn laakerin yhden tyynyn koordinaattijärjestelmä
3.2.2 Kuvasta 1 näkyy, että roottori on ulokepalkkirakenne ja siipipyörä on päätyökomponentti.Koska juoksupyörän puoli on käyttöpuoli, kaasun laajeneessa tehdäkseen työtä, on siipipyörän puolella pyörivä akseli laakeriholkissa kaasuvaimennuksen vaikutuksesta ihanteellisessa tilassa ja öljyväli pysyy normaalina.Liitännän ja vääntömomentin siirtämisen aikana suurten ja pienten vaihteiden välillä, kun tämä on tukipiste, ei-siipipyörän sivuakselin säteittäinen vapaa liike on rajoitettu ylikuormitusolosuhteissa ja sen voitelukalvon paine on korkeampi kuin muiden. laakerit, jolloin tämä paikka voidellaan. Kalvon jäykkyys kasvaa, öljykalvon uusiutumisnopeus hidastuu ja kitkalämpö kasvaa, mikä johtaa lakkaan.
3.2.3 Öljyssä olevaa lakkaa valmistetaan pääasiassa kolmessa muodossa: öljyhapetus, öljyn "mikropoltto" ja paikallinen korkean lämpötilan purkaminen.Lakka tulee johtua öljyn "mikropalamisesta".Mekanismi on seuraava: tietty määrä ilmaa (yleensä alle 8 %) liukenee voiteluöljyyn.Kun liukoisuusraja ylittyy, öljyyn tuleva ilma esiintyy öljyssä suspendoituneiden kuplien muodossa.Laakeriin saapumisen jälkeen korkea paine saa nämä kuplat läpi nopean adiabaattisen puristuksen, ja nesteen lämpötila nousee nopeasti aiheuttaen öljyn adiabaattista "mikropalamista", mikä johtaa erittäin pienikokoisiin liukenemattomiin aineisiin.Nämä liukenemattomat aineet ovat polaarisia ja pyrkivät tarttumaan metallipintoihin muodostaen lakkoja.Mitä suurempi paine, sitä pienempi on liukenemattoman aineen liukoisuus ja sitä helpompi on saostua ja laskeutua lakan muodostamiseksi.
3.2.4 Lakan muodostuessa ei-vapaassa tilassa olevan öljykalvon paksuus valtaa lakan, ja samalla öljykalvon uusiutumisnopeus laskee ja lämpötila nousee asteittain, mikä lisää laakeriholkin pinnan ja akselin välinen kitka ja kerrostunut lakka aiheuttaa Huono lämmönpoisto ja öljyn lämpötilan nousu johtavat korkeaan laakeriholkin lämpötilaan.Lopulta tappi hankaa lakkaa vasten, mikä ilmenee akselin värähtelyn voimakkaina heilahteluina.
3.2.5 Vaikka paisutusöljyn MPC-arvo ei ole korkea, kun voiteluöljyjärjestelmässä on lakkaa, lakkahiukkasten liukeneminen ja saostuminen öljyssä on rajoitettua johtuen voiteluöljyn rajallisesta liukenemiskyvystä. lakkahiukkasia.Se on dynaaminen tasapainojärjestelmä.Kun se saavuttaa kylläisen tilan, lakka roikkuu laakerissa tai laakeripehmusteessa aiheuttaen laakeripehmusteen lämpötilan vaihtelua, mikä on suuri piilotettu vaara, joka vaikuttaa turvalliseen toimintaan.Mutta koska se tarttuu laakeripehmusteeseen, se on yksi syy laakerityynyn lämpötilan nousuun.
4 Toimenpiteet ja vastatoimenpiteet
Laakerin kerääntymisen poistaminen voi varmistaa, että yksikön laakeri toimii kontrolloidussa lämpötilassa.Tutkimalla ja kommunikoimalla monien lakanpoistolaitteiden valmistajien kanssa valitsimme Kunshan Winsondan, jolla on hyvä käyttövaikutus ja markkinamaine, tuottamaan WVD-II sähköstaattista adsorptiota + hartsiadsorptiota, joka on yhdistelmälakanpoistolaitteisto maalin poistamiseen.kalvo.
WVD-II-sarjan öljynpuhdistimet yhdistävät tehokkaasti sähköstaattisen adsorptiopuhdistustekniikan ja ioninvaihtotekniikan, ratkaisevat liuenneen lakan hartsiadsorptiolla ja ratkaisevat saostuneen lakan sähköstaattisen adsorption avulla.Tällä tekniikalla voidaan minimoida lietteen pitoisuus lyhyessä ajassa. Alkuperäinen voitelujärjestelmä, joka sisältää suuren määrän lietettä/lakkaa, voidaan palauttaa parhaaseen käyttötilaan lyhyessä ja useiden päivien aikana, ja hitaan nousun ongelma. lakan aiheuttama painelaakerin lämpötila voidaan ratkaista.Se voi tehokkaasti poistaa ja estää höyryturbiinin normaalin toiminnan aikana syntyvän liukenevan ja liukenemattoman öljylietteen.
Sen pääperiaatteet ovat seuraavat:
4.1 Ioninvaihtohartsi liuenneen lakan poistamiseen
Ioninvaihtohartsi koostuu pääasiassa kahdesta osasta: polymeerirungosta ja ioninvaihtoryhmästä.Adsorptioperiaate on esitetty kuvassa 8,
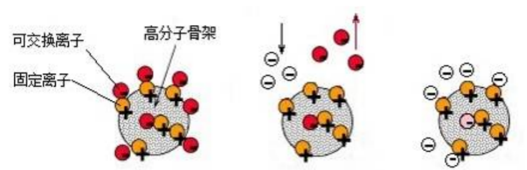
Kuva 8 Ioni-vuorovaikutteisen hartsin adsorption periaate
Vaihtoryhmä on jaettu kiinteään osaan ja liikkuvaan osaan.Kiinteä osa on sidottu polymeerimatriisiin eikä voi liikkua vapaasti, ja siitä tulee kiinteä ioni;liikkuva osa ja kiinteä osa yhdistetään ionisilla sidoksilla muuttuvaksi ioniksi.Kiinteillä ioneilla ja liikkuvilla ioneilla on vastaavasti vastakkaiset varaukset.Laakeriholkissa liikkuva osa hajoaa vapaasti liikkuviksi ioneiksi, jotka vaihtavat saman varauksen omaavien hajoamistuotteiden kanssa siten, että ne yhdistyvät kiinteisiin ioneihin ja adsorboituvat tiukasti vaihtoalustaan.Ryhmästä sen ottaa pois öljy, liuennut lakka poistetaan ioninvaihtohartsiadsorptiolla.
4.2 Sähköstaattinen adsorptiotekniikka ripustetun lakan poistamiseksi
Sähköstaattinen adsorptiotekniikka käyttää pääasiassa suurjännitegeneraattoria korkeajännitteisen sähköstaattisen kentän luomiseksi öljyn saastuneiden hiukkasten polarisoimiseksi positiivisten ja negatiivisten varausten osoittamiseksi.Varautuneet hiukkaset puristavat ja liikuttavat neutraaleja hiukkasia, ja lopuksi kaikki hiukkaset adsorboituvat ja kiinnittyvät keräilijään (katso kuva 9).
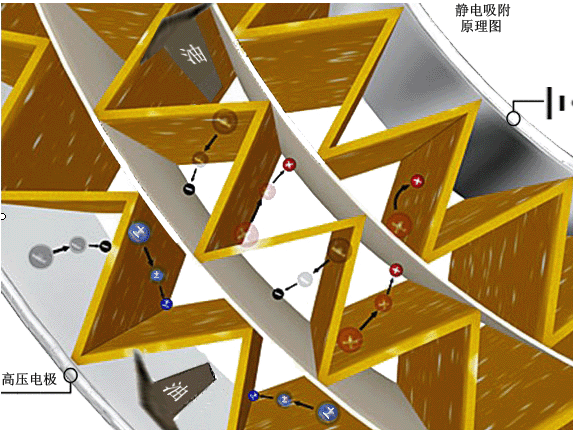
Kuva 8 Sähköstaattisen adsorptiotekniikan periaate
Sähköstaattinen öljynpuhdistustekniikka voi poistaa kaikki liukenemattomat epäpuhtaudet, mukaan lukien hiukkasmaiset epäpuhtaudet ja öljyn hajoamisen seurauksena syntyneet suspendoituneet lakat.Perinteiset suodatinelementit voivat kuitenkin poistaa vain suuria hiukkasia vastaavalla tarkkuudella, ja submikronin poistaminen on vaikeaa tasolle ripustettu lakka .
Tämä järjestelmä voi täysin ratkaista laakeripehmusteen saostuneen ja saostuneen lakan, mikä ratkaisee täysin laakeripehmusteen lämpötilan ja lakan aiheuttamien tärinän muutosten vaikutuksen, jotta yksikkö voi toimia vakaasti pitkän ajan.
5. Päätelmät
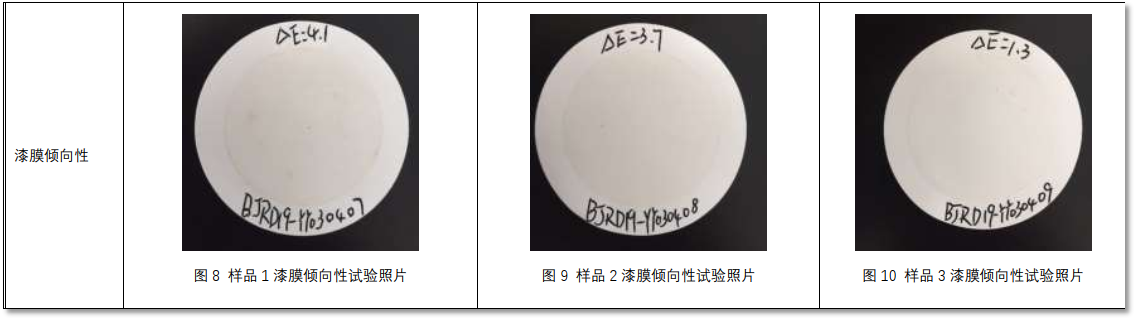
WSD WVD-II lakanpoistoyksikkö otettiin käyttöön kahden vuoden toimintatarkkailulla, laakerin lämpötila on aina pidetty noin 90°C:ssa ja yksikkö on pysynyt normaalissa käytössä.Löytyi lakkakalvo (katso kuva 10).
Fyysinen kuva laakerin purkamisesta lakan poiston asennuksen jälkeen
laitteet
viittaukset:
[1] Liu Siyong, Xiao Zhonghui, Yan Zhiyong ja Chen Zhujie.Numeerinen simulointi ja kokeellinen tutkimus nivelkimmoisten ja vaimentavien kallistustyynyn laakereiden dynaamisista ominaisuuksista [J].Chinese Journal of Mechanical Engineering, lokakuu 2014, 50(19):88.
Postitusaika: 13.12.2022